یکی از روشهای متداول پردازش فلز: حفاری ، پردازش دسته ای قطعات فلزی
Jun 03, 2020
پیام بگذارید
{0}. تعریف حفاری
نام چینی: حفاری
نام انگلیسی: حفاری
نامهای دیگر: حفاری
تعریف: ابزار حفاری نسبت به قطعه کار حرکت می کند و حرکت خوراک محوری را انجام می دهد ، و روشی برای ماشین کاری سوراخ ها در قطعه کار است.
حفاری یکی از اساسی ترین روش های پردازش سوراخ است. حفاری اغلب در دستگاه های حفاری و تراشکاری انجام می شود ، بلکه در ماشین های خسته کننده و فرز نیز انجام می شود. دستگاههای حفاری معمولی شامل ماشینهای حفاری نیمکت ، ماشینهای حفاری عمودی و ماشینهای حفاری شعاعی هستند.

دوم ، ویژگی های حفاری:
در مقایسه با چرخش دایره بیرونی ، کار محلی که روی سطح پردازش شده کار می کند بسیار دشوار است و در نتیجه مشکلات خاصی ایجاد می کند. به عنوان مثال ، سختی و استحکام بیت مته ، نگه داشتن تراشه و تخلیه تراشه ، راهنما و خنک کننده و مرطوب کننده ، کشویی و غیره ، مشخصات آن را می توان به شرح زیر خلاصه کرد:
{0}. بیت ها به راحتی قابل تغییر هستند
انحراف: به بزرگنمایی قطر سوراخ ناشی از خم شدن بیت مته هنگام پردازش ، سوراخ گرد نیست یا محور سوراخ چسبانده می شود و غیره ، شکل 2-6 را ببینید.
دلیل: با توجه به مرکزیت نادرست بیت مته ، استحکام و اثر هدایت بیت مته ضعیف است و بیت مته در هنگام برش به راحتی از بین رفته و خم می شود.

{0}. تخلیه تراشه ها دشوار است
اندازه تراشه سوراخ دریل گسترده تر است و اندازه شکاف تراشه محدود شده است. هنگامی که بیرون می رود ، با خشونت مقابل دیواره سوراخ می مالید و سوراخ مجبور می شود به شکل مارپیچ بپیچد. تراشه و دیواره سوراخ باعث ایجاد اصطکاک بیشتر ، فشار ، سفت شدن و خراش سطح پردازش شده و کاهش کیفیت سطح خواهد شد. تراشه ها حتی می توانند در جیب تراشه مسدود کنند ، مربا را بشکنند یا بیت مته را بشکنند ، و ابزار به سرعت پوشیده شود.
به منظور بهبود وضعیت تخلیه تراشه ، شیار جداسازی تراشه را می توان روی سطح مته قرار داد و برای تسهیل تخلیه تراشه می توان تراشه پهن را به نوارهای باریک تقسیم کرد. هنگام حفر سوراخ های عمیق ، باید از حفاری سوراخ های عمیق مناسب برای پردازش استفاده شود.
{0}. دمای برش بالا
از آنجا که حفاری یک نوع برش نیمه بسته است ، لبه برش اصلی دارای زاویه ضربات منفی بزرگ در نزدیکی هسته و لبه عرضی است. گرمای تولید شده در حین حفاری توسط قطعه کار جذب می شود و تعداد زیادی تراشه با دمای بالا نمی توانند به موقع تخلیه شوند ، مایع برش تزریق داخل منطقه برش دشوار است و گرمای برش به راحتی از بین نمی رود. اصطکاک بین تراشه ها ، ابزار و قطعه کار بسیار زیاد است ، بنابراین دمای برش زیاد است ، سایش ابزار بزرگ است ، و میزان حفاری و بهره وری محدود است.
{0}. دقت کم
دقت حفاری کم است ، سطح خشن ، دقت پردازش کلی زیر IT {0}}} ، زبری سطح مقدار Ra بیشتر از 1 {1}} است. 5 mm و راندمان تولید است. همچنین کم است بنابراین ، حفاری عمدتاً برای مراحل خشن یا قبل از ماشینکاری استفاده می شود.
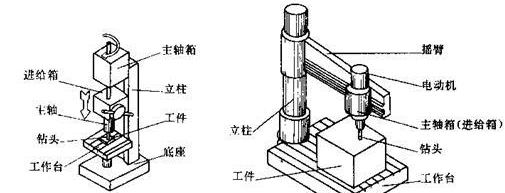
تصویر: نمودار ساختار ماشین حفاری عمودی و ماشین حفاری راکر
{0}. کاربرد حفاری
در تولید دسته ای تک و کوچک ، سوراخ های کوچک (D<؛ 13 میلی متر) بر روی قطعه های کاری کوچک و متوسط معمولاً توسط دستگاه های حفاری نیمکت و سوراخ های بزرگتر پردازش می شوند. میلی متر) معمولاً توسط ماشینهای حفاری عمودی پردازش می شوند.
سوراخ های روی قطعه های کاری بزرگ و متوسط باید با یک دستگاه حفاری راکر پردازش شود و سوراخ های روی قطعه کار چرخان بدن باید روی یک تراشکاری پردازش شود.
در دسته ها و تولید انبوه ، به منظور اطمینان از صحت پردازش ، افزایش راندمان تولید و کاهش هزینه های پردازش ، دیه های مته ، مته های چند محوره یا ابزارهای ترکیبی به طور گسترده ای برای پردازش سوراخ استفاده می شوند.
برای سوراخ های قطر کوچک و متوسط (D<؛ 50 میلی متر) با دقت بالا و زبری کمی ، اغلب استفاده از انبساط و استفاده مجدد برای نیمه تمام و اتمام پس از حفاری ضروری است.